PDMS is an elastomer which holds many appealing properties for use in microfabricated systems. It has been widely used in research since its first published use by George Whiteside’s group in 1997[1]. Since then, ease of fabrication and relatively low costs have made PDMS a staple of microfluidic research.
The PDMS fabrication process involves mixing elastomer and curing agent, which is then cast on a mold. This mold is typically either cured PDMS, polymer, or (most commonly) a wafer prepared using photolithography. While this process offers much for research and prototyping purposes, low throughput and difficulty of scale-up mean that development of mass produced PDMS parts is unfeasible.
Therefore, the majority of commercial microfluidics parts are manufactured from rigid thermoplastic. Many parts, however, must be transitioned from their original PDMS prototypes to thermoplastic during commercial development. Here, we present some necessary considerations for this process.
Thermoplastics
A range of thermoplastics are used in microfluidics and each has different properties which are desirable for different applications. The most regularly used are polycarbonate (PC), polystyrene (PS), poly(methyl methacrylate) (PMMA), polyvinyl chloride (PVC), polyimide (PI), and the group of cyclic olefin polymers (CO polymers) which includes cyclic olefin copolymer (COC), cyclic olefin polymer (COP), and cyclic block copolymer (CBC)[2].
Mechanical Properties
PDMS is a flexible silicone which, when placed under pressure, will deform. Researchers have used this property to integrate pressure actuated valves into parts in order to control fluid flow. When transitioning from PDMS to thermoplastic, alternative flow control systems must be implemented and flow control elements must be in place to replicate the valves integrated into PDMS parts.
Contrariwise, the flexibility of PDMS parts makes integration with hardware, such as fluidic connectors and device holders, more difficult. This problem is alleviated when moving to thermoplastic, which is easier to integrate with robust surrounding fluidics, sensors, and hardware.
Biocompatibility
PDMS parts are widely used in biological and biochemical research applications such as cell culture and biocatalysis. While non-toxic to cells, PDMS is prone to adsorption of biomolecules due to the hydrophobicity of its surface. Many thermoplastics used in microfabrication also exhibit high biocompatibility and offer improved adsorption properties compared to PDMS. Treated PC and PS are used in conventional cell culture systems. Following treatment, PC, PS, and CO polymers also allow for high cell viability and growth, while PMMA has been shown to be less suitable for cell culture applications. The adsorption properties of the thermoplastic has been shown to be similar, with PC, PS and CO polymers demonstrating lower adsorption rates than PMMA and PDMS. These properties can be further improved with surface treatment through chemical, UV-ozone, or plasma treatment[3].
Gas Permeability
PDMS has a much greater level of gas permeability than thermoplastic. In applications requiring gaseous exchange, careful consideration must be taken when transitioning from PDMS to thermoplastic. Of the most widely used thermoplastics, CO polymers are the most gas permeable, followed by PC and PS, with PMMA being the least gas permeable[4]. The low gaseous exchange rates of thermoplastics, however, are usually insufficient to maintain controlled oxygen, carbon dioxide, and pH conditions in systems which require close microenvironment control. In these cases, either a window of gas-permeable membrane or a method of flowing fresh solution through the system may be required.
Fluid Interfacing
Methods of controlling the hydrophilicity of both PDMS and thermoplastics have been widely documented in research. Increased hydrophilicity can be achieved through a range of techniques, the most common of which is plasma treatment. Surface activation is widely used in PDMS part fabrication as a bonding technique, a means for greatly increasing hydrophilicity[5], and for improved fluid flow through microchannels. The same techniques can be used to increase the hydrophilicity of each of the thermoplastics discussed above. Plasma and UV-ozone treatments and salinization processes have been widely shown to be effective techniques for the activation of PDMS, COC, PMMA, PC, and PS. Thermoplastics are more responsive to surface activation techniques than PDMS, meaning a greater range of fluid interfacing conditions are possible in systems made of thermoplastic. Like PDMS, thermoplastic surfaces are also prone to hydrophobic recovery over time, meaning that treatments are not permanent and will reverse. This must be factored into the fabrication process of the part[3].
Chemical Resistance
Many thermoplastics have wider chemical compatibility than PDMS. Therefore, when transitioning from PDMS, there are a wealth of options depending on the required application. PDMS has poor resistance to solvents and both acids and bases compared to PC, PMMA, PS and CO polymers. CO polymers have excellent solvent resistance properties and offer the widest range of acid and base tolerance, of commonly used thermoplastics[6].
Lidding/Bonding
Lidding is the process of enclosing the features of a microfluidic part to ensure that it is leak free and the contents are fully enclosed. Most PDMS parts are lidded by bonding the underside of the part to a glass slide following activation of the surfaces, typically through plasma treatment. A range of techniques are available for the sealing of thermoplastic systems, which can be reviewed in our article on microfluidic lidding. Briefly, a range of solvent, adhesive, and thermal bonding techniques are available for the bonding of thermoplastic parts. The bonding technique must be carefully chosen and optimized in order to maintain the surface properties, features, and optical properties of the part. Each of the techniques is more suitable to large-scale part production than the PDMS glass bonding techniques usually used in small-scale research laboratory settings.
Optical Properties
Many microfabricated parts require optics to monitor the processes in the system. PDMS and glass have high transmittance and optical transparency across most useful wavelengths. The most commonly used thermoplastic materials are transparent and show near-100% transmittance over a wide range of wavelengths. Of these, CO polymers have the best transmittance, with high transmission between 300 and 1200 nm. PMMA also has a very wide range of transmission wavelengths, followed by PS and PC.
Glass and PDMS have lower autofluorescence levels than commonly used thermoplastics, but they are comparable for most applications, with CO polymers exhibiting the lowest autofluorescence[7].
Fabrication Techniques
Typical PDMS parts fabrication involves casting PDMS on a pre-prepared mold. While suitable for early prototyping and development of parts, this is unfeasible for mass production. When moving to thermoplastics, there are a range of fabrication techniques available for both rapid prototyping and mass production of replicated parts. This means there are suitable processes for each stage of the development of a microfabricated part.
Prototyping Methods
Laser ablation
A range of laser ablation techniques have been used for fabrication of thermoplastic parts. Broadly, laser ablation methods are low cost, rapid, and useful for prototyping. They involve the removal of material with a focused laser beam, which causes melting. While quick, this limits feature size, surface roughness, and resolution[8].
Micromilling
A relatively low throughput technique, micromilling allows for smaller features, improved surface roughness, and better feature resolution compared to other prototyping techniques. It is suitable for fabrication with all commonly used thermoplastics[9].
Replication Methods
Once the design of a thermoplastic part is finalized, the most efficient and commonly used techniques involve the replication of the design from a mold. There are a range of techniques to achieve this.
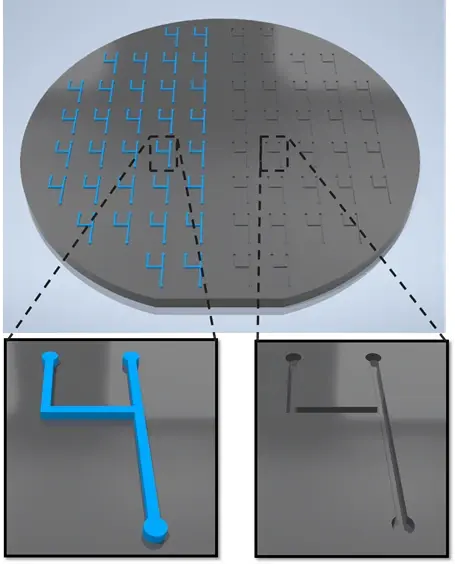
Injection Molding
Injection molding is one of the most well-characterized methods for mass production of microfabricated parts. High up-front costs during mold development and production are balanced by reproducible, high throughput, and low cost part production. Thermoplastics are melted at high temperatures and injected into a mold before cooling. This allows for the production of parts whose feature size, resolution, and surface roughness is limited to that of the mold[10].
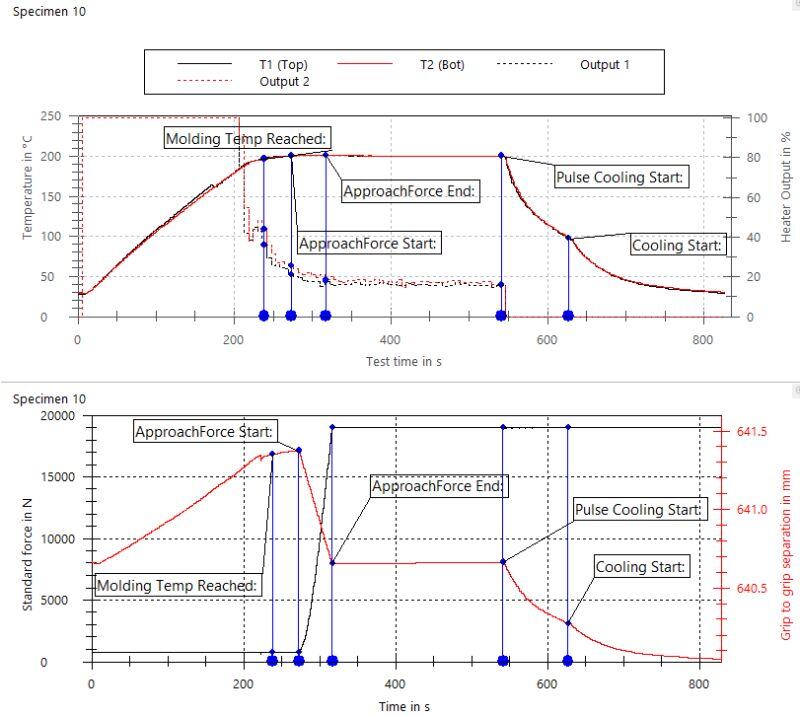
Embossing
This process involves heating a preformed thermoplastic blank above its glass transition temperature but below its melting temperature, inside of an embossing tool. The part is then embossed under pressure, cooled, and de-molded to transfer the desired design from the embossing tool onto the part. Feature size, resolution, and roughness are dictated by the embossing tool used. This process offers advantages such as reduced shrinkage and warping of the microfabricated part, as well as high throughput. It is well suited for most thermoplastics.
A full consideration of the relative advantages of this technique can be found in our article comparing soft embossing to injection molding and PDMS.
Final thoughts
PDMS continues to be a critical material for testing microfluidic concepts in the lab, but there are many reasons to transition to different materials when developing a microfluidic product. In most cases, the material properties of PDMS are not suited to the final application, and it is not feasible to manufacture PDMS devices at scale, due to the cost constraints and volume requirements of commercializing a consumable device. Thermoplastics offer an attractive alternative that is well suited to large-scale manufacturing and has been vetted in many biomedical products. When making the switch to thermoplastics, there are substantial benefits to doing so early-on in the product development cycle. Some modifications to your process are likely, but addressing these changes early can prevent larger and more costly headaches down the road.
References

The Latest From Edge Precision
Plastic Component Precision: Edge's Proprietary Molding Technology
Making Microfluidics: Compression Molding as an Alternative to PDMS and Injection Molding for Microfluidic Devices